Проектирование норм времени и затрат труда. Особенности нормирования организации и оплаты труда при различных типах производства Особенности формирования элементов, составляющих норму времени в различных типах производства
Сущностью метода является аналитический подход к исследованию технологических и трудовых процессов на базе расчленения их на составляющие типовые элементы и измерению затрат труда путем проведения фотографий рабочего времени, хронометража, фото - хронометража, моментных наблюдений или экспериментов.
Аналитически - исследовательский метод изучения затрат рабочего времени с одновременным проектированием их оптимальных величин рекомендуется использовать в работе по организации и нормированию труда в условиях повышения роли экономических факторов в процессе производства материальных благ, получения прибылей и их распределения.
Затраты рабочего времени классифицируются:
- * по отношению к работнику;
- * по отношению к производственному процессу с целью определения содержания и характера затрат рабочего времени при выполнении заданной работы;
- * по отношению к средствам;
По отношению к работнику рабочее время классифицируется на время занятости выполнением заданной работы и к время перерывов в работе. Время занятости выполнением работы подразделяется на подготовительно заключительное время, оперативное время, время организационного и технического обслуживания, время переходов при многостаночном обслуживании, время наблюдений за ходом производственного процесса, работой оборудования. Следует фиксировать затраты времени на выполнение заданной работы и случайной, непредусмотренной производственным заданием.
Время перерывов в работе классифицируется на перерывы регламентированные на отдых и личные надобности, по организационным и техническим причинам и нерегламентированные, как правило, вызванные нарушением нормального хода производственного процесса или нарушением трудовой дисциплины.
Классификация затрат рабочего времени по отношению к производственному процессу используется при анализе не видов затрат труда работника на протяжении рабочей смены, а видов работ, на которые затрачивает рабочее время исполнитель производственного задания.
Время использования оборудования состоит из периодов его работы и перерывов в работе, вызванных различными причинами организационно технического характера, а также связанные с нарушением трудовой дисциплины работников.
Классификация затрат труда по отношению к оборудованию позволяет выявить причины его простоев или неэффективного использования по производительности.
Индексы (буквенные обозначения) групп и категорий затрат рабочего времени, принятые в основных методических положениях по нормированию труда, приведены ниже.
|
Наименование групп и категорий затрат рабочего времени |
Условные обозначения (индексы) |
|
Время работы по выполнению производственного задания Подготовительно-заключительное время Оперативное время Основное время Вспомогательное время Время обслуживания рабочего места Время организационного обслуживания Время технического обслуживания Время непроизводительной работы Время перерывов в работе Время регламентированных перерывов на отдых и личные надобности Время перерывов, установленных технологией и организацией производственного процесса Время перерывов, вызванных нарушением нормального хода производственного процесса Время перерывов, вызванных нарушением трудовой дисциплины Активное наблюдение Пассивное наблюдение |
Основные методы исследования - фотография использования рабочего времени, и ее разновидности (индивидуальная, групповая, бригадная, многостаночной работы, времени работы и простоев оборудования, производственного процесса во времени), хронометраж и фото - хронометраж. Каждому методу соответствует форма документации, записи анализируемых элементов и т.п.
Наблюдения проводятся, как правило, одним из двух способов, а именно: путем непосредственного измерения длительности каждого элемента работы или перерывов в работе (мин., сек); фиксирования количества случаев повторения тех или иных видов затрат рабочего времени в определенном интервале (заранее установленном) или методом моментных наблюдений через случайные интервалы времени.
Непосредственное измерение времени позволяет провести наиболее полное изучение трудовых процессов и использования оборудования. Вместе с тем, этот способ трудоемок и не дает возможности проводить наблюдения одним исследователем одновременно за группой работников или оборудования.
Метод моментных наблюдений позволяет регистрировать и учитывать в период наблюдения одноименные затраты рабочего времени группы исполнителей или времени работы и перерывов в работе различного числа оборудования и на этом основании определять удельные веса и абсолютные значения затрат времени. Для метода характерны незначительная трудоемкость и простота проведения наблюдений и обработки полученных результатов, оперативность исследования, широкий охват наблюдением различных объектов, а также привлечение к исследованиям инженерно-технического персонала с одновременным выполнением ими основной работы и др. К недостаткам метода относятся: получение только средних величин затрат рабочего времени и времени использования оборудования; отсутствие данных о последовательности выполнения изучаемых процессов, а также возможных изменениях и т.п.
Для всех методов наблюдения основными являются следующие этапы:
- 1. Подготовительный;
- 2. Непосредственное наблюдение;
- 3. Обработка результатов наблюдений;
- 4. Анализ материалов исследований;
- 5. Формулировка выводов, рекомендаций, конкретных результатов и т.п. в соответствии с задачей исследования.
От цели наблюдения зависят: выбор исполнителя; степень расчленения изучаемого процесса; определение метода и техники проведения исследований; объем наблюдений (необходимый и достаточный); обработка полученных материалов и степень ее детализации; оформление результатов.
В период подготовки к наблюдению изучаемый процесс расчленяется на составляющие его элементы операции, комплексы приемов, приемы, действия, движения. В соответствии с этим определяются фиксажные точки пункты - при моментных наблюдениях.
Фиксажными точками называются резко выраженные моменты начала или окончания выполнения каждого из элементов операции или категорий затрат труда, при наступлении которых в процессе наблюдения отмечается (фиксируется) время; фиксажными пунктами - места маршрута наблюдателя, поравнявшись с которыми, он должен зафиксировать, чем в данный момент занят работник или какая работа выполняется на оборудовании.
Технические средства выбираются в зависимости от целей исследования, с учетом наличия их и конкретных возможностей применения.
Для обеспечения достоверности результатов наблюдений следует обосновывать их достаточный и необходимый объем.
Одно наблюдение - это изучение затрат труда одного исполнителя при выполнении работы в определенных организационно-технических и санитарно-гигиенических условиях и одном значении переменного фактора в течении времени, достаточного для проведения требуемого количества замеров. Один замер представляет собой одноразовую фиксацию времени выполнения элемента изучаемого процесса.
На подготовительном этапе заполняется лицевая сторона наблюдательного листа, где записываются данные, характеризующие исполнителя (Ф. И. О., табельный номер, специальность, стаж работы по специальности, стаж на данной работе, тарифный разряд, производственная оценка), выполняемая работа (наименование операции, детали, изделия, характеристики материала, инструмента, разряд работы), оборудование (наименование, модель, паспортные данные и т. п.), организация рабочего места (планировка, оснащение, порядок обслуживания) и пр. На втором этапе осуществляется непосредственное наблюдение в соответствии с выбранным методом изучения и фиксация затрат времени на выполнение работы (функции). В процессе наблюдения заполняется наблюдательный лист, в котором записывается, что наблюдалось, т.е. изучаемые затраты рабочего времени, текущее время или продолжительность затрат, их индексация и особые заметки наблюдателя. Форма записи может быть: цифровая (запись текущего времени наблюдения в час., мин., сек); индексная; графическая; смешанная.
Третьим этапом является обработка полученных данных, которая заключается в вычислении средних и установлении итоговых результатов по всем изучаемым показателям, составлении сводок одноименных затрат рабочего времени и проведении расчетов.
Четвертый этап связан с анализом и проектированием более эффективных процессов (трудовых, технологических, производственных), затрат рабочего времени.
На пятом этапе, осуществляемом на базе полученных в процессе наблюдений материалов, определяется величина установленной нормы трудовых затрат.
Для проведения фотографии рабочего времени наблюдатель должен явиться на рабочее место за 15-20 мин. до начала смены. Наблюдение начинается с момента осуществления работы исполнителем, при опоздании его - делается соответствующая заметка в наблюдательном листе. Если исполнитель продолжает работу после окончания смены, наблюдение должно проводится до ее окончания. В процессе наблюдений не рекомендуется давать исполнителю каких-либо указаний и отвлекать расспросами о причине простоев и изменениях, происходящих в ходе выполнения работы. Все изменения необходимо отмечать в наблюдательном листе и использовать при анализе материалов исследования.
Анализ результатов наблюдений начинается с установления необходимости и степени рациональности выполнения отдельных элементов работы, трудового процесса и пр. В процессе изучения полученных данных следует проектировать рациональные варианты осуществления процесса и величины времени их выполнения. Результаты анализа используются для установления норм подготовительно - заключительного времени, времени обслуживания рабочих мест, времени на отдых и личные надобности, их внедрения, а также решения других вопросов организации и нормирования труда.
Хронометраж - вид наблюдения, при проведении которого изучаются циклически повторяющиеся элементы оперативной работы, элементы оперативного, подготовительно- заключительного и времени обслуживания рабочего места.
Для хронометражных наблюдений характерны основные этапы. Ниже рассмотрены некоторые особенности проведения, обработки и анализа результатов хронометража.
Подготовка к наблюдению в значительной степени зависит от целей и конкретных задач хронометража. Это относится к степени расчленения изучаемого процесса, организации труда на рабочем месте и к выбору работника.
Число необходимых замеров (наблюдений) определяется с учетом характера работы, типа производства, продолжительности изучаемого элемента работы в соответствии с требованиями точности результата замера.
Таблица 1
|
Тип производства, продолжительность изучаемого элемента работы, сек. |
Характер работы и участие в ней рабочего |
|||
|
Машинная работа |
Машинно-ручная работа |
Наблюдение за работой оборудования |
Ручная работа |
|
|
Число замеров при хронометраже (нормативный коэффициент устойчивости хроноряда). |
||||
|
Массовое до 10 |
||||
|
Крупносерийное До 10 |
||||
|
Среднесерийное До 10 |
||||
|
Мелкосерийное и единичное |
Точность замеров зависит от длительности выполнения изучаемых операций, трудового процесса и их элементов. При длительности элемента процесса до 10 сек. измерения проводят с точностью до 0,1 сек; при длительности до 1 мин. - до 0.2 сек.; при более значительной продолжительности изучаемых элементов (до 3 мин. и более) погрешность регистрации затрат времени допускается в пределах до 5% длительности, но не более 1 мин.
Наблюдение следует проводить через 40-60 мин. после начала работы и за 1,5-2 часа до окончания рабочего дня, заканчивать - не позднее чем за 30 мин. до конца работы. Наблюдения должны проводиться не только в дневной, но и в другие рабочие смены.
При хронометражных наблюдениях важным моментом является оценка темпа работы, ибо целью исследования все в большей степени становится не столько изучение затрат рабочего времени, сколько проектирование их минимальных величин с учетом оценки степени напряженности труда. Наблюдатель, измеряя время выполнения элементов выполнения трудового процесса, должен одновременно оценивать темп работы исполнителя, сопоставляя фактический с заранее установленным, так называемым нормальным. Нормальный уровень интенсивности труда (через оценку темпа работы) должен обеспечивать минимальные издержки производства в целях достижения максимальной прибыли и, в то же время, обеспечивать физиологическую норму, благоприятную для здоровья исполнителя. В качестве нормального рекомендуется использовать темп работы адекватный скорости выполнения базового микроэлемента "протянуть руку с малой степенью контроля на расстояние 40 см.", равной 93 см/сек. Этот темп заложен в отечественную базовую систему микроэлементных нормативов (БСМ). Обработка результатов наблюдений связана с анализом хронорядов путем сравнительной оценки фактических коэффициентов устойчивости ряда с их нормативными значениями (приведены в таблице). Если фактический коэффициент меньше или равен нормативному, хроноряд считается устойчивым, а наблюдение - проведенным качественно; в противном случае, после исключения из хроноряда случайных замеров, наблюдения проводятся повторно.
Дальнейшая обработка результатов наблюдения состоит в установлении средних продолжительностей выполнения каждого элемента анализируемого процесса и нормы времени.
Фотохронометраж - вид наблюдения, при котором одновременно с проводимой в течение смены фотографией рабочего времени в отдельные ее периоды проводится хронометраж. Его целесообразно применять при изучении затрат времени на отдельные элементы работы, не повторяющиеся циклически в течение рабочего дня.
Наблюдения и замеры осуществляются принятыми способами обработки результатов наблюдений, анализ полученных данных и проектирование рациональных трудовых процессов при фотохронометраже проводятся раздельно по данным хронометражных наблюдений и фотографий в установленном порядке.
Для определения величины нормы затрат труда на заданный процесс необходимо определить затраты труда по элементам нормируемых затрат, включаемых в норму - оперативную работу, отдых и личные надобности, технологические перерывы.
Проектирование затрат труда на оперативную работу (t оп)
Проектирование норм затрат труда на оперативную работу (основную и вспомогательную) состоит в определении обоснованных величин затрат по элементам основной и вспомогательной работы на основании данных нормативных наблюдений в соответствии с установленной нормалью строительного процесса.
Время оперативной работы (оперативное время) - это время, затрачиваемое как непосредственно на изменение формы, свойств, размеров предмета труда, так и на выполнение вспомогательных действий, необходимых для осуществления этих изменений.
Затраты оперативного времени повторяются с каждой единицей продукции или определенным объемом работ.
Величина затрат времени на оперативную работу определяется суммированием всех значений затрат труда по операциям, входящих в процесс:
где А- среднее значение затрат труда на выполнение i-ой операции, полученные после обработки результатов нормативных наблюдений;
К- коэффициент перехода к главному измерителю процесса. Коэффициент перехода показывает, сколько единиц продукции содержится в единице продукции одного процесса (главном измерителе).
Синтез затрат труда по элементам оперативной работы оформим в виде таблицы.
Таблица 13 Синтез затрат труда по элементам оперативной работы
|
Наименование операций оперативной работы |
Ед. изм. продукции операции |
Средние затраты по операции, А, чел-мин. |
Коэффициент перехода К |
Затраты труда на главный измеритель процесса (А* К) |
|
|
Подготовка панели к строповке |
|||||
|
Строповка |
|||||
|
Устройство постели из раствора |
|||||
|
Установка панели |
|||||
|
Выверка и временное крепление |
|||||
|
Расстроповка |
|||||
|
Уплотнение горизонтального шва |
|||||
|
Снятие временных креплений |
|||||
|
Итого: затраты труда на оперативную работу |
Проектирование затрат труда на подготовительно-заключительную работу
Норму затрат труда на подготовительно-заключительную работу (далее ПЗР) проектируют, как правило, на основе установленных нормативов в процентах от всего затраченного рабочего времени (смена или задание).
Время подготовительно-заключительной работы (Н пзр) - это время, которое затрачивается на подготовку к выполнению производственного задания и на действия, связанные с ее окончанием. К нему относится время на получение задания, инструмента, приспособлений и технологической документации, ознакомление с работой, технологической документацией, чертежами, инструктажем о порядке выполнения работы, установку приспособлений, наладку оборудования на соответствующий режим работы в связи с выполнением данного задания, а также снятие, сдачу приспособлений, инструмента, технической документации, готовой продукции.
Особенностью подготовительно-заключительной работы является то, что она затрачивается один раз на работу (партию предметов труда) и не зависит от объема работы, выполняемой по данному заданию. В крупносерийном и массовом производстве величина подготовительно-заключительной работы, приходящаяся на одну деталь, незначительна и при установлении норм времени не учитывается.
При проектировании производственных норм величину затрат труда на ПЗР, как правило, принимают по укрупненным нормативам, которые установлены в процентах от нормы затрат Зоткина Н.С., Фролова О.И. Методические указания к выполнению курсовой работы по курсу «Организация, нормирование и оплата труда на предприятиях отрасли» для студентов специальностей 080502 «Экономика и управление на предприятии (строительство)», 080507 «Менеджмент организации» очной и заочной формы обучения./изд.2-е, перераб. - Тюмень: РИЦ ВПО ТюмГАСУ, 2008г. - с. 8-17.. Нормы дифференцированы по видам работ.
Норматив на ПЗР при монтаже сборных ж/б конструкций кранов составляет 4%.
По заданию Н пзр = 4 чел.-мин.
Величина затрат на ПЗР в процентах рассчитывается следующим образом:
где, ПЗР - величина подготовительно-заключительных работ, в чел.-мин.;
ОР - время оперативной работы, в чел.-мин. (сумма столбца 6 табл. 6).
(основное и вспомогательное) часто повторяющихся элементов операций. Замеры времени проводят с точностью до 1 с. Основное назначение хронометража - исследование затрат времени на выполнение отдельных приемов ручной и машинно-ручной работы в целях разработки нормативов времени для проектирования нормы оперативного времени на операцию в целом. Время на подготовительно-заключительные, случайные и непроизводительные работы, а также простои хронометражем не изучают. Хронометраж обычно используют для проверки норм времени , установленных расчетным путем, для выяснения причин невыполнения норм отдельными рабочими или вахтами, а также для изучения методов работы передовиков и новаторов производства с целью их распространения.
При хронометраже осуществляется наблюдение за использованием рабочего времени на выполнение только основной и вспомогательной работы (т. е. оперативного времени). При этом рабочий процесс расчленяется на рабочие операции , а рабочие операции - на трудовые приемы. С помощью хронометража изучаются только такие рабочие операции , все элементы которых постоянно повторяются в определенной последовательности. Хронометраж дает исходные данные для проектирования норм оперативного времени на рабочие операции и для расчета нормативов на элементы ручной и машинно-ручной работы. Он дает также возможность проверять и уточнять нормы времени , установленные расчетами, изучать передовые методы и приемы труда.
Проектирование норм на механизированные процессы складывается из изучения степени использования машин, установления их расчетной производительности и определения численного и квалификационного состава работников, обслуживающих эти машины. При изучении затрат машинного времени составляют баланс для определения коэффициента использования машин в течение рабочего дня (смены).
Под рациональным режимом резания понимают технически и экономически целесообразное сочетание значений глубины резания, подачи и скорости резания, при которых для данных организационно-технических условий достигается наименьшая себестоимость обработки детали. Поэтому проектирование норм на токарные работы представляет собой не простой расчет машинного времени по заранее заданным параметрам (припуску на обработку, глубине резания, подаче), а прежде всего выбор таких параметров, при которых получают не только наименьшее машинное время , но и наименьшую продолжительность всей операции.
Выбор схемы построения и проектирования норм. На основе обработки и обобщения результатов нормативных наблюдений проектируют нормы затрат труда рабочих или времени использования машин. При этом исходят из ранее рассмотренных принципов и учитывают методические положения по техническому нормированию.
Значение Со - трудовой стоимости одного изделия в период Проектирования машины легко представить как Е0 Т0, где Е0 - количество общественно необходимого (живого и овеществленного) труда, затрачиваемого в единицу времени (например, в 1 час) на производство продукции в момент проектирования машины, Т0 - техническая норма производительности в этих условиях, которая характеризуется количеством продукции, например, в штуках, тоннах, метрах и т. п., изготовляемой в ту же единицу времени.
В практике применяются два метода нормирования аналитический и суммарный. Первый - основной метод установления норм труда , он предполагает расчленение трудового процесса на отдельные элементы (приемы, их комплексы, действия и движения), изучение, анализ, проектирование содержания, последовательности выполнения и продолжительности отдельных элементов, расчет норм труда на основе обоснованных нормативов, разработку и описание организационно-технических мероприятий и природных условий, обеспечивающих внедрение и освоение норм труда , запроектированных режимов работы машин и методов работы. Если при суммарном нормировании способ выполнения работы определяется самим исполнителем, то при аналитическом - заранее заданы методы исполнения и средства производства , т. е. обусловлено, как и чем должна быть осуществлена работа. При аналитическом методе нормирования труда обосновываются как затраты рабочего времени, необходимые для выполнения определенного объема работ или производства (изготовления) продукции, так и технические показатели использования машин (оборудования). Отсюда возникло третье название - техническое нормирование . Нормы труда , установленные на основе аналитического метода (поэлементного), называются технически обоснованными.
Данные хрономегражных наблюдений используют, кроме того, в качестве исходных данных для проектирования нормативов времени на элементы ручной и машинно-ручной работы, а также для разработки норм времени (выработки), проверки и уточнения норм времени , установленных по нормативам.
Под хронометражем понимается разновидность изучения затрат рабочего времени путем наблюдения отдельных многократно повторяющихся элементов операции. Хронометраж применяется в целях определения нормальной продолжительности повторяющихся ручных, ручных механизированных и машинно-ручных элементов операции (комплексов приемов, приемов, действий и движений) выявления и изучения передовых методов и приемов работы для проектирования наилучшей структуры и последовательности выполнения элементов операции и передачи этих методов работы широкому кругу рабочих разработки нормативов времени, т. е. расчетных величин продолжительности отдельных элементов оперативного времени, используемых при расчете технически обоснованных норм времени проектирования состава операции в поточном производстве определения норм времени на отдельные операции (преимущественно в условиях массового и крупносерийного производства) проверки причин невыполнения действующих норм выработки и уточнения норм, установленных способов технического расчета по нормативам, способом сравнения , а также опытно-статистическим путем разработки графиков, плана организации работ и труда при многостаночном обслуживании при циклическом характере процессов определения необходимого состава бригады рабочих и распределения работы между ними при бригадной форме организации труда.
Все виды потерь рабочего времени рабочих и машин при проектировании производственных норм не учитываются, что придает производственным нормам организующую роль в деле обеспечения роста производительности труда.
Проектирование состава звена рабочих, работающих при машине. Нормы затрат труда рабочих, управляющих машиной и занятых ее обслуживанием (машинист, помощник машиниста и т. п.), устанавливаются на основе норм времени использования машины и необходимого числа этих рабочих.
Содержанием технико-яормировочной работы является анализ производственных возможностей рабочих. мест, нормируемых процессов с учетом всех факторов, влияющих на продолжительность составных элементов эти процессов изучение передовых методов и приемов работы для внедрения их среди всех операторов и операторов-контролеров МСБ. Техническое нормирование включает также проектирование оптимальной структуры нормируемого процесса труда, наилучших режимов работы счетных машин, способов и приемов выполнения конкретных работ, рациональной организации рабочего места работ нормы для расчета потребности поддонов (кассет, контейнеров) нормы для расчета потребности зарядных мест для батарей, устанавливаемых на напольный электротранспорт, следует принимать по Общесоюзным нормам технологического проектирования складов тарно-штучной продукции (ОНТП 01-77).
Классификация затрат рабочего времени – это объединение затрат рабочего времени в родственные группы, которые обладают общими признаками с целью изучения структуры и разработки оптимального баланса затрат рабочего времени, выявления нерациональных затрат рабочего времени, определения возможного повышения производительности труда. Для анализа и рационализации трудового процесса, разработки норм затрат труда необходимо тщательно изучать затраты рабочего времени исполнителя и времени использования оборудования.
Рабочее время является одним из наиболее важных ресурсов предприятия. Значение классификации затрат рабочего времени состоит в следующем:
Установление затрат рабочего времени, которое необходимо для выполнения заданной работы и должно регламентироваться;
Эффективное использование рабочего времени оборудования и исполнителя.
Цели классификации затрат рабочего времени заключаются в следующем:
Изучение состояния организации труда и использования рабочего времени;
Наиболее полное выявление потерь времени и их причины;
Установление степени необходимости и целесообразности отдельных затрат времени при выполнении заданной работы, сравнение фактических затрат времени с нормативными величинами;
Изучение и анализ времени использования оборудования во взаимосвязи с рабочим временем работника;
Проектирование рационального баланса рабочего времени;
Определение затрат времени на выполнение заданной работы и отдельных ее элементов;
Сопоставление результатов наблюдений, проводимых как для установления технически обоснованных норм выработки и времени, так и выявление резервов роста производительности труда.
Затраты времени классифицируются исходя из отношения к элементам производственного процесса: предмету труда, работнику и оборудованию.
Рабочее время – это установленный законодательством период времени, в течение которого работник выполняет обусловленные трудовыми обязанностями функции. Рабочее время для исполнителя работ подразделяется на время работы, в течение которого рабочий выполняет ту или иную предусмотренную или же не предусмотренную производственным заданием работу, и время перерывов, в течение которого рабочий не трудится. Структура классификации затрат рабочего времени исполнителя, представленная на рисунке, содержит деление затрат времени по категориям и видам. Данная классификация используется для установления правильных пропорций и абсолютных размеров составных элементов нормируемого времени.
Время работы по выполнению производственного задания состоит из следующих видов затрат рабочего времени:
1. Подготовительно-заключительное время (Т пз) – это время, затрачиваемое рабочим на подготовку к выполнению заданной работы, и действия, связанные с ее окончанием. Сюда относится время: получения производственного задания, инструментов, приспособлений и технологической документации; ознакомления с работой, технологической документацией, чертежом; получения инструктажа о порядке проведения работы; наладки оборудования на соответствующий режим работы; пробной обработки детали на станке; снятия приспособлений, инструмента, сдачи готовой продукции, технологической документации и чертежей.
2. Оперативное время (Т оп) – это время, затрачиваемое непосредственно на выполнение заданной работы (операции), повторяемое с каждой единицей или определенным объемом продукции или работ. Оно подразделяется на основное и вспомогательное время.
2.1. Основное время (Т о) – это время, затрачиваемое рабочим на действия по качественному и количественному изменению предмета труда, его состояния и положения в пространстве.
2.2. Вспомогательное время (Т в) – это время, затрачиваемое рабочим на действия, обеспечивающие выполнение основной работы. Оно повторяется либо с каждой обрабатываемой единицей продукции, либо с определенным ее объемом. К вспомогательному относится время: на загрузку оборудования сырьем и полуфабрикатами; выгрузку и съем готовой продукции; установку и закрепление деталей; открепление и снятие детали; перемещение отдельных механизмов оборудования; перестановку рабочего инструмента и т.д.
3. Время обслуживания рабочего места (Т обс) – это время, затрачиваемое рабочим
на уход за рабочим местом и поддержание его в состоянии, обеспечивающем производительную работу в течение смены. В машинных и автоматизированных производственных процессах оно подразделяется на время технического и организационного обслуживания.
3.1. Время технического обслуживания (Т тех) – это время, затрачиваемое на уход за рабочим местом, оборудованием и инструментом, необходимым для выполнения конкретного задания. К нему относятся затраты времени на заточку и замену изношенного инструмента, регулировку и подналадку оборудования в процессе работы, уборку отходов производства и др.
3.2. Время организационного обслуживания (Т орг) – это время, затрачиваемое на поддержание рабочего места в необходимом состоянии в течение смены. Оно не зависит от особенностей конкретной операции и включает затраты времени: на прием пищи и сдачу смены; раскладку в начале и уборку в конце смены инструмента, документации и других необходимых для работы материалов и предметов; перемещение в пределах рабочего места тары с заготовками или готовыми изделиями; осмотр, опробование, чистку, мойку, смазку оборудования и др.
4. В механизированном и автоматизированном производстве значительный удельный вес в оперативном времени занимает время, затрачиваемое рабочим на наблюдение за работой оборудования . Оно может быть активным и пассивным.
4.1. Время активного наблюдения за работой оборудования (Т а.н) – это время, в течение которого рабочий внимательно следит за работой оборудования, ходом технологического процесса, соблюдением заданных параметров, чтобы обеспечить необходимое качество продукции и исправность оборудования. В рамках этого периода рабочий не выполняет физическую работу, но присутствие его на рабочем месте необходимо.
4.2. Время пассивного наблюдения за работой оборудования (Т п.н) – это время, в течение которого нет необходимости в постоянном наблюдении за работой оборудования или технологическим процессом, но рабочий осуществляет его из-за отсутствия другой работы. Этот период должен быть предметом особо внимательного изучения, так как его сокращение или использование для выполнения другой необходимой работы является существенным резервом повышения производительности труда.
5. При анализе затрат рабочего времени по обслуживанию оборудования и расчете норм времени выделяют перекрываемое инеперекрываемое время .
5.1. Перекрываемое время – это время выполнения рабочим трудовых приемов в период автоматического времени работы оборудования. Перекрываемым может быть основное (активное наблюдение) и вспомогательное время, а также время, относящееся к другим видам затрат рабочего времени.
5.2. Неперекрываемое время – это время выполнения вспомогательных работ и работ по обслуживанию рабочих мест при остановленном оборудовании.
6. Рабочее время включает также время работы, не предусмотренной производственным заданием (Т н.з) – время, затрачиваемое работником на выполнение случайной и непроизводственной работы. Оно не включается в норму штучного времени.
6.1.Время выполнения случайной работы (Т с.р) – это время, затраченное на выполнение работы, не предусмотренной производственным заданием, но вызванной производственной необходимостью (например, транспортировка готовой продукции, выполняемая вместо вспомогательного рабочего).
6.2. Время выполнения непроизводительной работы (Т н.р) – это время, затрачиваемое на выполнение работы, не предусмотренной производственным заданием и не вызванной производственной необходимостью (исправление производственного брака).
Время перерывов в работе подразделяется на время регламентированных и нерегламентированных перерывов.
Время регламентированных перерывов в работе включает в себя время перерывов, обусловленных технологией и организацией производственного процесса (Т п.т), например перерыв в работе машиниста крана во время строповки рабочими поднимаемого груза. К этой категории относится также время на отдых и личные надобности (Т отд).
Время нерегламентированных перерывов в работе – это время перерывов, вызванных нарушением нормального течения производственного процесса. Оно включает в себя время перерывов, вызванных недостатками в организации производства (Т п.н.н): несвоевременной подачей на рабочее место материалов, сырья, неисправностью оборудования, перебоями в подаче электроэнергии и т.д., и время перерывов в работе, вызванных нарушениями трудовой дисциплины (Т п.н.д): опоздание на работу, отлучки с рабочего места, преждевременный уход с работы и т.д.
20. Классификация элементов затрат времени использования машин .
– это время, в течение которого оборудование находится в действии, делится на время его работы и время перерывов в работе. Структура классификации времени использования оборудования представлена на рисунке.

Время работы оборудования – это время, в течение которого оборудование находится в действии независимо от того, выполняется на нем основная работа или нет.
Составными элементами этого времени являются:
- время производительной работы оборудования – время, когда оборудование находится в действии и на нем выполняется основная работа, для которой оно предназначено;
Время на выполнение работ, не предусмотренное производственным заданием , включает время непроизводительной работы оборудования (исправление брака), случайной работы , связанное с изготовлением продукции, не обусловленной заданием, вызванной производственной необходимостью, и холостой работы , когда оборудование находится в действии, но основная работа не выполняется.
Время перерывов оборудования – это время, в течение которого оборудование бездействует по той или иной причине. Оно делится на время:
- регламентированных простоев, связанных с выполнением подготовительно-заключительных работ и обслуживанием оборудования, с выполнением ручной работы, требующей остановки машины, которая предусмотрена технологией и организацией производства или связана с отдыхом и личными надобностями работника;
- нерегламентированных перерывов , связанных с организационно-техническими причинами (несвоевременная подача сырья, материалов и энергии), внеплановый ремонт оборудования в связи с возникшей неисправностью, нарушение трудовой дисциплины рабочими (опоздания, отлучки в процессе работы, преждевременное окончание работы).
Время использования оборудования может быть подразделено на следующие виды:
- нормируемое время , которое включает время производительной работы; холостой работы; простоев в связи с выполнением подготовительно-заключительных работ, простоев в связи с выполнением ручной работы, требующей остановки машины; простоев, обусловленных технологией и организацией производства; простоев, связанных с отдыхом и личными надобностями работника;
- ненормируемое время , которое включает непроизводительную и случайную работу оборудования; простои, связанные с нарушением трудовой дисциплины.
 Пункт об оплате труда в трудовом договоре, особенности составления
Пункт об оплате труда в трудовом договоре, особенности составления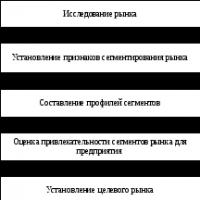 Сегментирование потребительского рынка
Сегментирование потребительского рынка Люди из будущего, снятые на фотокамеру в прошлом
Люди из будущего, снятые на фотокамеру в прошлом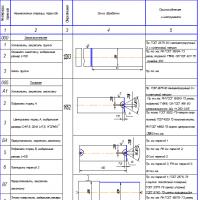 Техническая норма времени
Техническая норма времени Медведев Д.А. Смысл фотографии – в особой печали о той частичке времени, которая никогда не вернется. Смешной Медведев (Фото) Билл и Хиллари Клинтон
Медведев Д.А. Смысл фотографии – в особой печали о той частичке времени, которая никогда не вернется. Смешной Медведев (Фото) Билл и Хиллари Клинтон Статусы посылки Алиэкспресс: перевод и расшифровка статуса, проверка статуса посылки Алиэкспресс
Статусы посылки Алиэкспресс: перевод и расшифровка статуса, проверка статуса посылки Алиэкспресс Норма рабочих часов в месяц, установленная законодательством россии Как считать рабочее время
Норма рабочих часов в месяц, установленная законодательством россии Как считать рабочее время